Here is a fixture I made to mill the toolholders for TNMP inserts described by E. M. (Ted) Edwards. (See: Ted Edwards)
With no rotary table or mill, I made it all on the lathe and drill press.
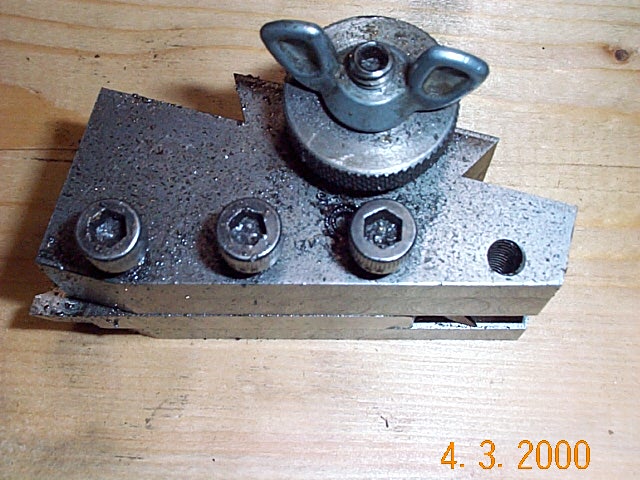
The fixture consists of 3 pieces: 1) a Clamp Rail by which to mount it in your toolpost; 2) a 5 * Wedge Block to establish the nose angle; and 3) the Vise Block to hold your work (the toolholder you are milling). See figure:
Stock: Clamp Rail — 1/2″ x 1/2″ x 3″ — 1/2″ keystock is good
Wedge Block — 3/4″ x 2-1/2″ x 3-1/2″
Vise Block — 1″ x 2″ x 3″
Construction:
See drawings for the wedge block and the vise block below.
Wedge BlockVise Block
First you’ll want to true up the Blocks and Rail ends by facing in 4-jaw chuck or face milling w/ flycutter. At bare minimum the back (bottom in drawings) faces of both blocks need to be machined or filed flat & deburred.
Now layout the Clamp Rail and drill 1/8″ pilots in all 4 holes. Use the Rail as a guide to drill pilots in Vise Block at locations marked “V”. Do the same on the Wedge at “C” & “M”. All 4 holes in Wedge are drilled out to tap size (no. 7, or 13/64) and Tapped 1/4-20. Drill Clamp Rail holes to 1/4″ and countersink.
***Possible Alteration*** You may have to adjust the position of holes “M” to the height of your toolpost. You want the top edge nearly 1-1/2″ above lathe center so a 3″ flycutter will just cut it (this will help to keep the flycutter from “pulling in” the work by climb milling). If you have a milling attachment, you may be able to relocate hole “M” to line up with a “C”, and eliminate the other “M” hole, then set the height via vertical slide.
Mount Clamp Rail to back face of Wedge Block using 1/4-20 x 1″ flathead screws into holes “M”. Mount assembly in toolpost using the Clamp Rail. Now set over the compound 5 * from parallel to the cross-slide. See figure:
Milling Wedge Block
The top end (w/ holes “C”) should be farther from the headstock, as it will be the “thick” end of the wedge.
Mill off the face of Wedge Block until it is just flat end to end, forming a 5 * wedge. Remove work & debur. Layout pivot hole “P” on 5* face of wedge. Drill 1/8″ pilot using Vise Block as guide. Drill out holes “V” in Vise and “P” in Wedge to tap size, Tap 1/4-20.
Move the Clamp Rail to back face of Vise Block, mounting to holes “V”. Set compound to 0* so toolpost is parallel to cross-slide, mount Vise Block in toolpost using Clamp Rail. You will have to shim up the Rail or whole turret to center the slot, or again, you could use a milling attachment. Mill slot to 9/16″ wide by 1/2″ deep. Be sure slot is centered on holes “V”. See figure :
Milling Vise Block
Remove work, debur, then remove Clamp Rail.
Locate the top hole in Vise Block (this will be the pivot hole, and is marked with “-P” on drawings). Drill out to 1/4″, removing threads. Carefully countersink inside slot so that a 1/4″ flathead screw will seat just below bottom surface of slot.
Mount Clamp Rail to back of Wedge Block using 1/4-20 x 1″ flathead screws into holes “C”. Mount Vise Block loosely to front face of Wedge with a 1/4-20 x 1″ flathead screw thru hole “V-P” into hole “P”. Mount assembly on toolpost.
Now square Vise Block to cross-slide (slot should be vertical), tighten screw at “P”. Carefully remove assembly, use hole “V-X” in Vise block as guide to drill center hole “X” in Wedge to tap size. You may want to clamp the blocks together to ensure they maintain position.
Repeat above procedure, setting Vise Block 30* to left & right.
***Possible Alteration*** If you want to make 15* toolholders, drill additional holes “X” at these positions. Other angles are possible, and you can drill another hole “V” in Vise block if necessary.
Tap all holes “X” 1/4-20. Drill out hole “V-X” to 1/4″ & countersink in slot as before.
Drill & Tap for 3 or 4 set screws in side of Vise Block to lock down the toolholders you will be making. I didn’t dimension these on the drawings to avoid congestion.
Using Fixture:
Just mount fixture on the toolpost of your lathe, mount an endmill in headstock, lock keystock for toolholder in Vise Block, and mill the nose land.
**One Caution** When you mill the first set of angled toolholders (with the Vise Block set over 30*), you will want to mill off the Vise Block to match the workpiece, as removing this material will reduce the chances of a crash later on.
***Possible Alteration*** You may want to screw a small plate across the bottom of the slot (on end of Vise Block). Drill & Tap for a #4-40 screw in center of slot. Now if you are working on a drill press and locate the center of a carbide insert w/ countersink like Ted recommends, you can use the #4 screw to move toolholder slightly to ensure insert will be snug against land (0.0025″ would be about 1/8 turn for straight bit).
Author: Ryan Flaherty
 Stock: Clamp Rail — 1/2″ x 1/2″ x 3″ — 1/2″ keystock is good
Wedge Block — 3/4″ x 2-1/2″ x 3-1/2″
Vise Block — 1″ x 2″ x 3″
Construction:
See drawings for the wedge block and the vise block below.
Stock: Clamp Rail — 1/2″ x 1/2″ x 3″ — 1/2″ keystock is good
Wedge Block — 3/4″ x 2-1/2″ x 3-1/2″
Vise Block — 1″ x 2″ x 3″
Construction:
See drawings for the wedge block and the vise block below.



