INTRODUCTION:
I had to make two parts that required precise, but different, curved surfaces. I was not about to invest $600 for a tool that would be used only occasionally. So, I designed a quick (simple setups), cheap (no bushings or bearings), and easy to make (aluminum), radius turning tool based upon the double frame design used by Holdridge and other manufacturers. I made the tool from a piece of 1/2″ aluminum plate and 1/4″ drill rod. It took less than one day to make and works beautifully for 0-1″ ball as drawn. (Scale up if you need larger diameter) Since producing the drawing took as long as actually building the tool, I thought someone else in the metalworking group might be interested in making one if half the work was already done.
 OBJECTIVES:
OBJECTIVES:
 CONSTRUCTION OF INNER FRAME: (This is based upon actual finished size of outer frame)
Blank out a piece of 1/2″ aluminum plate to provide the following: [vertical snug fit in outer frame (no shims this way)- approx. 2.5″ long] by [room for inner frame to clear outer frame by 1/16″ – approx. 1 9/16″ wide]
Use 3/4″ endmill to cut out inner frame using coordinates in drawing below. Bevel outer corners at 45 degrees to clear outer frame (No outside curves required). Drill and ream (press fit .2495) 2 holes to align with outer frame (on centerline, 3/8″ in from ends) Drill and broach for 1/4″ HSS square cutter or drill and ream (slip fit .251 for 1/4″ HSS rod cutter). Drill at 45 degrees and tap for #8-32 setscrew as shown below.
CONSTRUCTION OF INNER FRAME: (This is based upon actual finished size of outer frame)
Blank out a piece of 1/2″ aluminum plate to provide the following: [vertical snug fit in outer frame (no shims this way)- approx. 2.5″ long] by [room for inner frame to clear outer frame by 1/16″ – approx. 1 9/16″ wide]
Use 3/4″ endmill to cut out inner frame using coordinates in drawing below. Bevel outer corners at 45 degrees to clear outer frame (No outside curves required). Drill and ream (press fit .2495) 2 holes to align with outer frame (on centerline, 3/8″ in from ends) Drill and broach for 1/4″ HSS square cutter or drill and ream (slip fit .251 for 1/4″ HSS rod cutter). Drill at 45 degrees and tap for #8-32 setscrew as shown below.
 CONSTRUCTION OF HANDLE:
CONSTRUCTION OF HANDLE:
 HINTS:
HINTS:
OBJECTIVES:
- Clamp a cutter so that the point is located vertically on the centerline of the workpiece.
- Manually rotate the cutter horizontally so that a curved surface will be produced.
- Provide adequate support above and below the cutter to provide a precise, smooth finish.
CONSTRUCTION OF INNER FRAME: (This is based upon actual finished size of outer frame)
Blank out a piece of 1/2″ aluminum plate to provide the following: [vertical snug fit in outer frame (no shims this way)- approx. 2.5″ long] by [room for inner frame to clear outer frame by 1/16″ – approx. 1 9/16″ wide]
Use 3/4″ endmill to cut out inner frame using coordinates in drawing below. Bevel outer corners at 45 degrees to clear outer frame (No outside curves required). Drill and ream (press fit .2495) 2 holes to align with outer frame (on centerline, 3/8″ in from ends) Drill and broach for 1/4″ HSS square cutter or drill and ream (slip fit .251 for 1/4″ HSS rod cutter). Drill at 45 degrees and tap for #8-32 setscrew as shown below.
CONSTRUCTION OF HANDLE:
- Blank out handle adapter to 1/2 x 1/2 x 1.5″.
- Drill and ream (press fit .2495) for both rod holes as shown below.
- Drill and tap for #8-32 socket hd cap screw.
- Split adapter with hacksaw to permit clamp action.
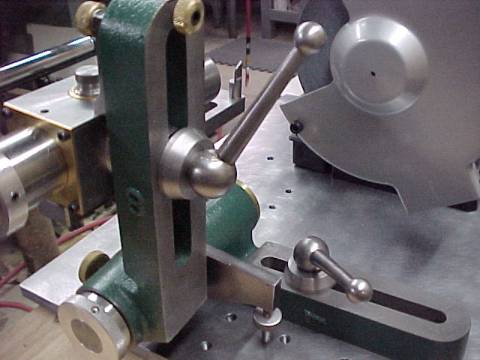
- Assembled tool should resemble drawing below.
HINTS:
- For occasional use – aluminum plate will suffice (Use harder material for heavy usage).
- For occasional use – no bushings or bearings required (add for heavy usage).
- Grind cutter with curved and polished leading edge for smooth cut.